 |
| Vacuum pump and chamber on handy cart |
Test specimens were molded with Polytek Platsil 73-25 RTV silicone rubber, and cast using Smooth-On Smooth Cast 300 pigmented with Polytek Polycolor Brown (approx 1 drop per 100g). Specimens were clayed-up in standard fashion, including imprinting the specimen number into the sulfur-free clay. Silicone was de-aired in the vacuum chamber, and a very thin coat was painted onto the surface of the specimens. A light stream of air (~15psi) was passed across the silicone to spread and pop any air bubbles that might remain, and the remainder of the rubber was poured to cover the specimen completely.
 |
| Digital scale, pressure pot, and two in-progress molds |
All of these specimens were scanned at UTCT, and we plan to CT scan these casts also. Our next step will be to compare the fidelity, ease of production and handling, and final costs associated with methods of digital imaging and printing vs. conventional casting. A paper is soon to follow. Subsequent blog posts will detail the procurement and assembly of this casting system.
 |
| This is what I call one helluva bubble-free cast- TMM 41672-233 (cast) Click the image for full resolution. |
References
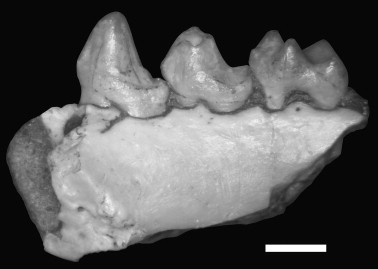 |
| From Kirk and Williams, 2011. TMM 41672-233 (actual specimen). Scale= 2mm |
Davies, K., Cifelli, R., Davis, B. and Gordon, C. 2010. A simple microvertebrate molding and casting technique: A 20-year retrospective. Programs and abstracts from the Society of Vertebrate Paleontology meetings, October, 2010.
Kirk, E.C., and Williams, B. 2011. "New adapiform primate of Old World affinities from the Devil’s Graveyard Formation of Texas". Journal of Human Evolution
Reser, P. 1981. Precision casting of small fossils: An update. Curator, 24:157-180.
Reser, P. 2011. Cost effective assembly and operation of equipment to make excellent casts. Proceedings of the 4th Fossil Preparation & Collections Symposium. Brigham Young University Geology Studies Volume 49(B):6

No comments:
Post a Comment